-
тел: +86-18652432772
-
эл. почта: admin@proman-machine.com
Language

КАК РАБОТАЕТ МАШИНА ДЛЯ НАДУВА БУТЫЛОК
Feb 12, 2019
Процесс надувания бутылок является важным этапом производства бутылок для жидких продуктов, таких как вода и другие напитки. В основном, этот процесс включает использование машины для надувания бутылок для формовки термопластичных полимерных материалов (бутылок) в требуемые формы.
Этот процесс сочетает в себе техники литья под давлением и надувания. Давайте посмотрим, как он машины для надувания бутылок работает на практике.
Принцип -- Процесс литья под давлением и надувания
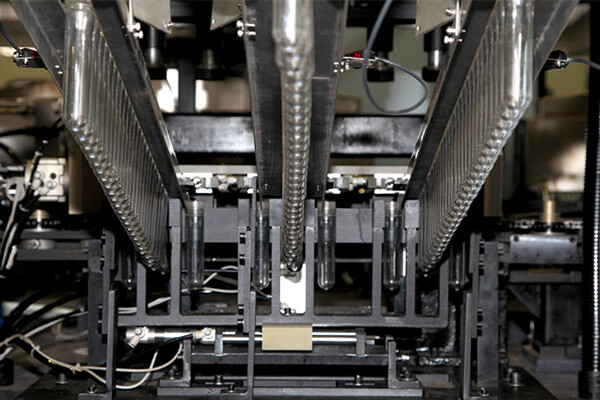
Фаза растяжки и надувания заготовки:
Здесь стержень для растяжки опускается и растягивает заготовку, затем через сопло внедряется сжатый воздух.
Сначала материал впрыскивается, чтобы сформировать заготовку, также известную как "носок", форма которой напоминает "пробирку". Шея заготовки уже имеет свою окончательную форму: это часть, используемая для удержания будущей бутылки во время операции надувания, поэтому она не может быть деформирована. Кроме того, если будет использоваться пробка, форма шеи интегрирует систему крепления, например, резьбу: процесс впрыска идеален для получения сложных форм.
Заготовка хранится и транспортируется на место надувания. Затем она нагревается и надувается до желаемой формы.
Для полимеров материал должен быть сильно деформирован и не должен кристаллизоваться на уровне тела, что требует работы с охлаждаемым пресс-формой; заготовка поэтому выходит относительно холодной, что относительно ослабляет ожидаемую экономию нагрева;
Инъекция является относительно медленной операцией (несколько секунд), в то время как продувка очень быстрая (около одной секунды), что создает проблему настройки скоростей, если операции последовательны.
Фаза продувки:
Здесь заготовка заключена в форму для продувки с желаемой формой. Форма состоит из двух полусфер и съемного дна, это разделение позволяет удалить форму:
Съемное дно позволяет иметь вогнутое дно, которое обеспечивает хорошую устойчивость бутылки:
-
С другой стороны, плоское дно будет выпуклое под воздействием веса жидкости и возможно давления углекислого газа для безалкогольных напитков
-
А с другой стороны, центральный вырез позволяет адаптироваться к дефектам стола или складкам скатерти, некоторые бутылки даже имеют ножки
-
Дно часто имеет ребра, также вогнутые, которые укрепляют его, наиболее прочные днища имеют форму, называемую "петалоидной"
-
Также следует отметить, что дно может иметь полую форму пробки, что позволяет складывать бутылки
-
И, наконец, вогнутость уменьшает внутренний объем, что иногда используется для того, чтобы дать клиенту впечатление о большей вместимости бутылки (клиент воспринимает видимый внешний объем бутылки, но покупает содержимое, которое имеет внутренний объем);
Разделение двух полусфер позволяет создавать сложные формы для выполнения следующих функций:
-
Укрепление бутылки - избегайте неприятных деформаций во время наполнения и удержания (мягкая бутылка) - с помощью окружных канавок, но которые также снижают сопротивление к деформации (проблема при стопке палетов).
-
Эстетика бутылки (идентичность бренда).
-
Легкость удержания (центральная часть на талии руки, шероховатая поверхность для лучшего удержания).
Насадка для надувания наносится на горлышко, а сжатый воздух (чаще всего) вводится в полость через отверстие предварительной формы, чтобы прессовать материал против отпечатка. Давление на надувание составляет несколько десятков бар. Полимер охлаждается при контакте с формой, которая замораживает деталь в ее конечной форме.
Во многих случаях применяется растяжка-дутье: после введения заготовки в форму, растяживающий стержень растягивает материал вдоль оси, и производится предварительное надувание при давлении нескольких бар, что образует пузырь. Таким образом, полимерные цепочки ориентированы как вдоль оси бутылки, так и касательно. Эта двойная ориентация улучшает механические свойства бутылки; иногда используется аббревиатура SBO для двунаправленного дутья. Затем производится окончательное надувание.


Недавние записи

26 октября 2016 года
Самый успешный инженерный подрядчик

May 19, 2026
Две продуктовые линии отправляются на Маврикий



Связаться с нами
Информация о продукте
Количество
Единица
Штука
Поддержка заказа образцов, индивидуального заказа, оптовых продаж и полной оплаты. Если продукт, который вы ищете, не имеет соответствующего индивидуального контента, заполните форму ниже, чтобы связаться с нами, и мы ответим как можно скорее.